

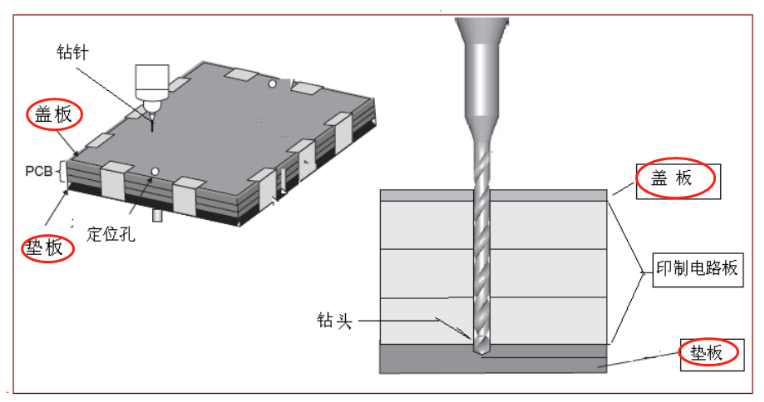
在电路板进行机械钻孔加工时,放置在待加工覆铜板(或电路板)的上/下表面,以满足加工工艺要求的板状材料,称为盖/垫板。其中,盖放于待加工基板材料上表面的,最先与钻针入钻时接触的板状材料,称为“盖板”;钻孔时垫在待加工基板材料下表面的,与钻孔设备台面直接接触的板状垫料,称为垫板。
钻孔是PCB制造中最昂贵和最耗时的过程。PCB钻孔过程必须小心实施,因为即使是很小的错误也会导致很大的损失。钻孔工艺是PCB制造过程中最关键的工艺。钻孔工艺是通孔和不同层之间连接的基础,因此钻孔技巧十分重要。
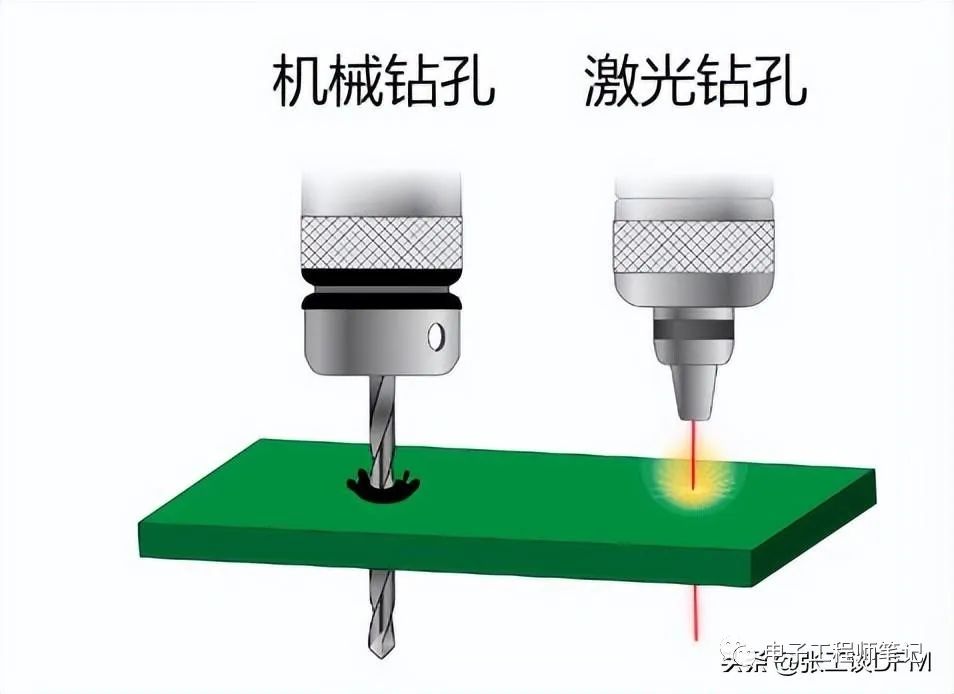
机械钻头的精度较低,但易于执行。这种钻孔技术实现了钻头。这些钻头可以钻出的最小孔径约为6密耳 (0.006 英寸)。
当用于 FR4 等较软的材料时,机械钻可用于 800 次冲击。对于密度比较大的材料,寿命会减少到 200 计数。如果 PCB 制造商忽视这一点,则会导致出现错误的孔,从而导致电路板报废。
另一方面,激光钻可以钻出更小的孔。激光钻孔是一种非接触式工艺,工件和工具不会相互接触。激光束用于去除电路板材料并创建精确的孔,可以毫不费力地控制钻孔深度。
电路板由铜、玻璃纤维和树脂制成,这些PCB 材料具有不同的光学特性,这使得激光束很难有效地烧穿电路板。在激光钻孔的情况下,该过程的成本也相对较高。
对于PCB工程师来说,如果设计电路板,也必须要了解 PCB的制造。这样才能保证PCB设计是可制造,也是可靠的,反过来如果在设计时就注意到制造上的工艺,可以降低成本,并且可以在规定的时间内交付产品。

在层压过程之后,层压板被装载到钻床上的出口材料面板上。出口材料减少了毛刺的形成。毛刺是钻轴穿透板时形成的铜的突出部分。在此面板的顶部,加载了更多堆叠并仔细对齐。最后,将一张铝箔放在整个叠层上。铝箔避免了入口毛刺,也消散了快速旋转的钻头产生的热:量。一旦钻出所需数量的孔,电路板就会被送去去毛刺和去污处理。
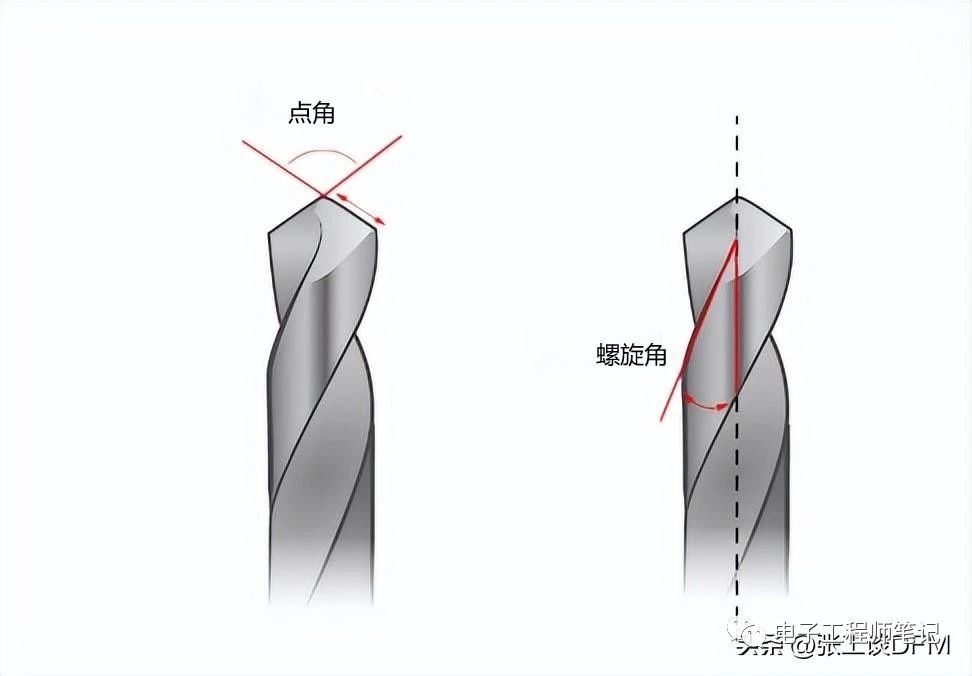
由于钻孔的质量是一个关键方面,因此必须考虑工具的几何形状。高速钢(HSS) 和碳化钨WC) 是复合材料钻孔常用的钻头材料。在加工玻璃纤维增强聚合物(GFRP)期间,硬质合金刀具可提供更长的刀具寿命。硬质合金钻头通常用于PCB钻孔。
PCB 钻头的顶角为130°,螺旋角为30°至35。尖角位于钻头的顶部。它是在最突出的切削刃之间测量的。
钻孔机是一种预编程的计算机数控(CNC)机器。钻孔根据输入 CNC 系统的XY 坐标进行。主轴以高 RPM 旋转,确保在板上准确钻孔。当主轴高速旋转时,由于孔壁与主轴之间的摩擦而产生热量,这会熔化孔壁上的树脂成分并导致树脂涂污。一旦钻出所需的孔,就丢弃出口和入口面板。这是车间发生的事情的一个小要点。
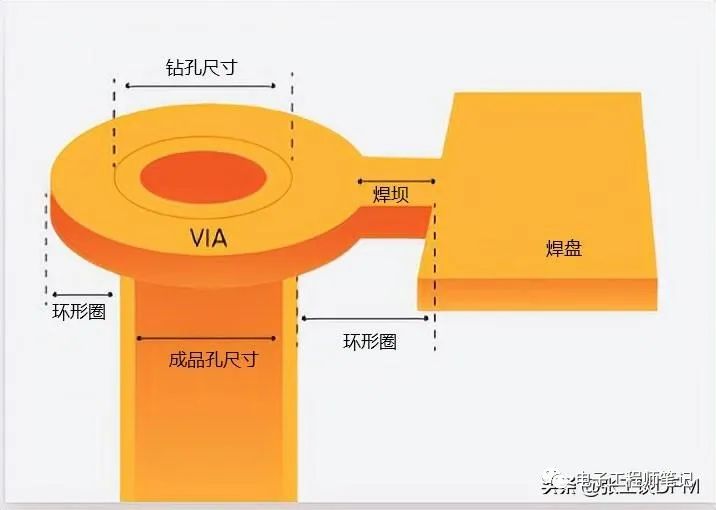
纵横比是在孔(通孔)内有效镀铜的能力。当直径减小和深度增加时,孔内部的镀铜是一项繁琐的工作。这需要具有高均镀能力的电镀浴,以便液体能够涌入微小的孔中。
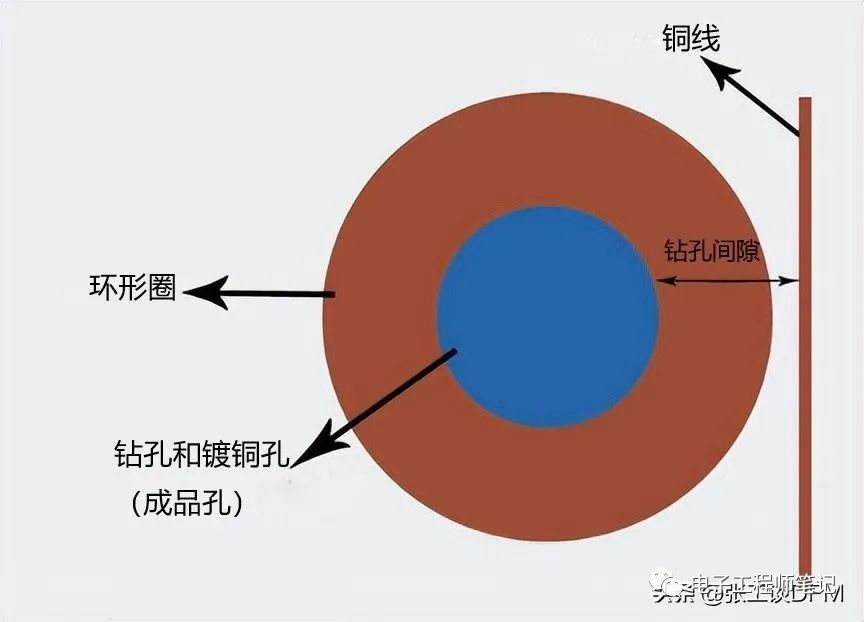
钻到铜是钻孔边缘与最近的铜特征之间的平面间隙。最近的铜特征可以是铜迹线或任何其他有源铜区域。这是决定性因素,因为即使是很小的偏差也会导致电路中断。典型的铜钻值约为8 密耳。
电镀孔 (PTH) 是承载信号的导电通孔,可在电路板的不同层之间建立互连,用于在PCB 组装过程中将组件固定到位。元件安装孔非电镀孔 INPTH] 是不导电的为 NPTH。这些孔没有公差级别,因为如果孔尺寸大小或太大,组件将无法装入。
当钻头未能击中首选点并沿同一轴线移动时,精度就会受到影响。钻孔的偏移会导致孔环发生相切或断裂。
粗糙度会导致铜镀层不均匀,这会导致气孔和枪管裂纹。由于镀铜溶液渗入孔壁,还会导致绝缘电阻降低。
由于钻孔过程中产生的热量,电路板中的树脂会熔化。树脂粘在孔壁上,称为树脂涂抹.这再次导致不良的铜镀层,并导致通孔和电路的内层之间的导电故障。树脂污迹通过化学溶液去除。
这是一种化学工艺,用于去除沉积在孔壁上的熔化树脂,该过程消除了不需要的树脂并增强了通过通孔的导电性。
这是一个机动过程,可以消除金属 (铜) 的凸起端(冠部) ,称为毛刺。孔内遗留的任何碎肩都通过去毛刺过程消除,去毛刺后重复去污过程。
执行任何钻孔之前的第一步是钻一个导向孔。这用于防止钻头“走动”,这意味着钻头从一个位置开始,然后在钻孔时朝一个意想不到的方向移动。可以使用小型钻头手动完成,也可以使用称为钻床的自动工具完成。
如果先导孔是使用钻床制作的,则钻头头从工具中一个一个地拉出。此过程中使用的钻头数量取决于要钻孔的 PCB 的尺寸。例如,如果使用 0.2 毫米的钻头,一个孔可以拉出四个。当每个磁头被移除时,这个过程通常会在 PCB 上留下一个小的金属标记。
确保用于 PCB 的钻头尺寸合适非常重要。如果钻头太大,可能会损坏电路板钻中的组件。另一方面,如果它太小,将无法将电线、使用适当速度和功率的钻头
钻床是确保最有可能钻出准确孔的最佳选择。它们的钻孔效率至少是手持式钻机的四倍,并且通常使用行业标准的钻头。
钻床根据其成本和能力而有所不同,但它们都通过简单地注入钻穿金属所需的适量压力来工作。施加的压力越大,钻孔的速度就越快。还有不同类型的钻孔,例如“交叉钻孔”、“插孔钻孔”、“通风孔”和“斜端”。最常用的钻床类型具有垂直面板(钻孔以一定角度朝上的金属板)。使用这种类型时,确保钻头朝上并且角度与 PCB 上的孔相匹配。
PCB钻孔的每个阶段都可以使用钻床。尤其是当你需要精确钻孔时。虽然钻床调整起来需要一段时间,但只要使用得当,就会有很好的效果。
如果没有合适的工具和材料,在电路板上钻孔可能会很困难。钻孔时一定要花点时间和耐心,因为匆忙完成这个过程可能会损坏电路板。钻孔时,请始终保证钻头旋转不会太快或太慢。钻孔时佩戴护目镜也很重要,以免损坏视力。
完成电路板钻孔后,必须用刷子和溶剂清洁孔。溶剂将去除在 PCB 上钻孔期间可能产生的任何金属屑,这将确保电路板完成后可以使用。
完成 PCB 钻孔后,你必须将焊料涂到新孔上,并使用带有小尖端的烙铁熔化它们。为确保焊料正确粘附,从其中一个孔中穿出一根电线并加热。这将防止焊料从孔中滴落。然后轻轻按下它以确保它已牢固连接。
拥有合适的钻头后确保在 PCB 上打孔或开槽时没有小碎屑和碎屑。如果在钻头上发现任何切屑或碎屑,这可能会导致钻孔过程出现问题并产生一些不良结果。
在 PCB 钻孔方面,如果操作正确,可以在不损坏钻头的情况下完成。如果机械零件在机器工作时与钻头接触,可能会损坏它们。
2、添加的钻头尺寸越多,制造商需要使用的钻头就越多。相反,如果减少不同的钻孔尺寸,钻孔时间将会减少。
6、如果铜层上的钻头和其他特征落在电路板轮廓之外,应降低通孔尺寸以满足最小纵横比 (A/R) 要求。
7、对于电镀钻孔公差小于 +/- 0.002”和对于 NPTH,钻孔公差为 +/ 0.001,显示钻孔文件中缺失的 NPTH 钻孔/槽或切口位置的圆弧制造图。

工序遇到孔大小不准,失真该怎么处理,首先分析产生问题的原因:钻咀规格错误; 进刀速度或转速不恰当; 钻咀过度磨损; 钻咀重磨次数
,主要有以下几种:FR-4(玻纤布基)、CEM-1/3(玻纤和纸的复合基板)、FR-1(纸基覆铜板)、金属基覆铜板。以上为常见的材质类型,一般统称为刚性
用垫板及绝缘、模治具用电木板。垫板与电木板同样具有耐高温及抗变度等特性,平整度高,可使用于高阶的
的作用及注意事项6.3制程控制的工艺参数6.4品质检测与处理6.5技术员工作职掌6.6不良板重工
之后,孔璧里头必须经过电镀(镀通孔技术,Plated-Through-Hole technology,PTH)。在孔璧内部作
→外层图形→(全板镀金)→蚀刻→检验→丝印阻焊→(热风整平)→丝印字符→外形加工→测试→检验 双面板喷锡板工艺
没有出现这样的问题)详见下图。望高手们帮我解决解决,不胜感激。{:soso_e181:}`
一 一次铜 外层线路 二次铜蚀刻(剥膜蚀刻 剥锡) 半检 防焊 加工 成检 出货一,基板:基材,基板的尺寸規格一般都包括三
工序遇到孔大小不准,失真该怎么处理,首先分析产生问题的原因:钻咀规格错误; 进刀速度或转速不恰当; 钻咀过度磨损; 钻咀重磨次数过多或退屑槽长度底低于标准规定; 主轴本身过度偏转
--沉铜--图形转移--图形电镀--蚀刻--阻焊--字符--表面处理--啤锣--终检--包装出货。开料和
制版的一个过程,也是非常重要的一步。主要是给板子打孔,走线需要,要打个过孔,结构需要,打个孔做定位什么的;多层板子打孔不是一次打完的,有些孔埋在电路板内,有些就在板子上面打通了,所以会有一钻二钻。
就是为了连接外层线路与内层线路,外层线路与外层线路相连接,反正就是为了各层之间的线路连接而
缺陷为漏孔堵孔、多孔、孔径错、偏孔及断钻头、未穿透等;孔内缺陷分为铜箔和基材缺陷。这些缺陷直接影孔金属化质量的可靠性。
,在智能制造规划与建设时,需考虑工艺、管理的相关工作,进而再进行自动化、信息化、智能化布局。 EDA365电子论坛 1 工艺
,在智能制造规划与建设时,需考虑工艺、管理的相关工作,进而再进行自动化、信息化、智能化布局。 1、工艺
加工,正常工艺是通过钻机打孔完成的。在这个过程中,由于加工的设备精度,钻刀的损耗及原材料对钻咀的影响,都会产生一定的偏差。 若设备精度比较落。


